砂处理系统流程图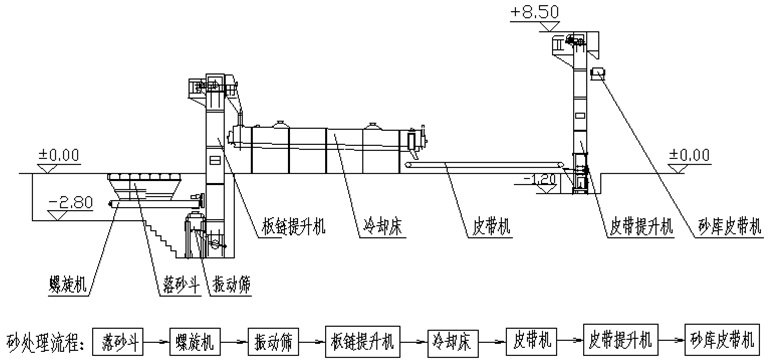
(一)开箱装置:
在铸件符合开箱工艺后,将砂箱铸件等一起吊运至开箱装置上,经过粗过滤,块杂物截留在开箱装置上。高温型砂再经过螺旋输送机后进入振动筛。

(二)螺旋输送机
螺旋输送机是保证整个砂处理系统正常工作的重要关键设备,起到定量输送作用。为保证型砂冷却效果,螺旋输送机将高温型砂(局部可达500℃以上)以均匀、定量输送至振动筛进行筛分。
(三)振动筛 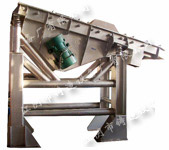
该提升机输送链条和链轮均为合金钢制造,传动机构为日本住友原装减速机,并根据V法高温型砂特性,特别设计,耐用可靠。耐高温提升机将高温型砂输送至冷却床。采用日本住友减速机。

(五)砂冷却输送床
kok官方app下载生产的冷却床是专门为V法工艺设计的砂处理关键设备。(V法砂冷却设备不能借用任何形式,特别是沸腾冷却床)砂在设备体内不是处于沸腾状态,而是处于一种气固两相体,呈流态状行进,与冷却水管充分全方位接触并热交换,因此冷却效率高,对冷却水管的磨损比砂处于沸腾状态时小得多,使用寿命长,同时耗能也小得多。
当高温型砂(局部可达500℃以上)进入冷却床后,将型砂有效冷却至满足工艺要求后( 50~55℃ ),经皮带输送机、斗式提升机、皮带输送机,卸至砂斗,待用。

(六)带式斗提机
带式斗提机将冷却后的型砂提升至设在斗提机与储 砂斗连接平台上的皮带输送机上,卸至储砂斗待用。
砂斗连接平台上的皮带输送机上,卸至储砂斗待用。
砂斗内装有上、中、下料位器,当型砂位在下料位时,会发出报警信号,通知加砂。否则,造型线将自动停止工作。
当型砂在中料位时,将有声光报警通知,工作人员需马上加砂,再不加砂,砂斗余砂将不会运行很长时间。
当型砂加至上料位时,该卸料器停止卸料转入下一卸料工位,只有在所有上料位均为满料时,加砂系统将自动停止工作。
本砂处理系统为全自动控制,无需工作人员操作(加砂时按一次启动按钮除外)。
(七)皮带机


-

- 砂处理系统
-

- 砂处理系统
-

- 砂处理系统
- 2014-04-01 > 热烈祝贺kok官方app下载V法造型线机械手自动翻合箱机调试成功
- 2012-05-30 > kok官方app下载网站图片被盗用
- 2012-05-16 > 江阴铸造:用诚信铸就品质 靠创新赢得市场
- 2012-05-15 > 20th冲天炉熔炼工艺实践
- 2012-05-15 > 热烈祝贺kok官方app下载新网站建成
- 2012-05-07 > 云贵地方焦在长炉龄冲中炉上的应用
- 2012-05-04 > 延长除尘器布袋寿命的注意事项
- 2012-05-03 > 气箱脉冲布袋除尘器要注意的安全操作规程
- 2012-05-01 > 论水冷无炉衬冷风大双冲天炉熔炼高温优质铁液
- 2012-04-30 > 林格曼黑度
-
 V法kok官方app下载系列总介绍
V法kok官方app下载系列总介绍 -
 水循环系统
水循环系统 -
 除尘系统
除尘系统 -
 真空系统
真空系统 -
 砂处理系统
砂处理系统 -
 造型系统
造型系统 -
 V法铸造生产线视频
V法铸造生产线视频 -
 kok官方app下载起草制定V法行业标准
kok官方app下载起草制定V法行业标准